Grain Handling & Storage
For the grain industry, Mitchells provides solutions for:
- Grain reception, including dust extraction systems
- Cleaning
- Weighing
- Drying
- Storage
- Loading
- Conveying systems
- Automation
Expert, collaborative advice on everything from single pieces of equipment, to complete project solutions. Includes engineering, project management, supply, installation and commissioning.

Oilseed Conveying Solutions
Mitchells is a world leader in conveying equipment for oilseed crushing plants, with in-depth knowledge and experience of the entire crushing process: from storage and preparation, to solvent extraction and conditioning.
Mitchells can provide plant audits, plant revamps, maintenance programs and conveying system trouble shooting.
A focus on reliability, maintenance cost and energy saving maximises the return on your investment.
Standard equipment for oilseed includes:
- Belt conveyors
- En Masse chain conveyors
- Bulk Flow chain conveyors (up to 90 degree incline)
- Screw conveyors
Animal Feedmill Solutions
Mitchells designs and manufactures modular feedmills for the animal feed industry. Capacities from 5 – 20 mt/h.
The modular plants are delivered in containers and can be running within four weeks.
Plant features:
- Storage
- Grinding
- Mixing
- Conditioning
- Pelleting
- Cooling / drying
- Screening / pelleting
Mitchells also offer clean conveying and other bulk material handling solutions for the Animal, aqua & pet feed industry.
Customized Engineering & Manufacturing
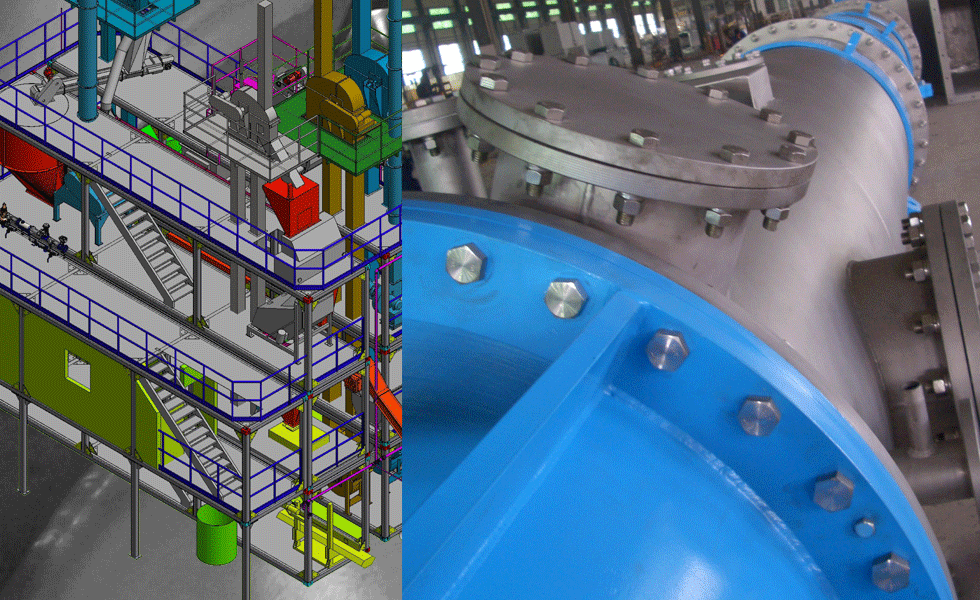
Mitchells’ engineering department designs “customized equipment”, to suit specific functions or needs.
The Mitchells team use a collaborative approach, to ensure specific customer requirements are met when designing and manufacturing tailor made equipment.
Mitchells can assist throughout an entire project, from feasibility study until final commissioning.